Detail článku

Selektivní tavení elektronovým paprskem přináší nové možnosti
Aditivní technologieČtenářů: 3908
Aditivní 3D výroba dala vzniknout řadě metod. Jak v závislosti na materiálu výrobku, tak na rozsahu výroby. To všechno proto, že 3D tisk umožňuje vytvářet jednoduché i složité konstrukce vyznačující se nízkou hmotností, a přitom dostatečnou odolností, kterých nelze docílit prostřednictvím tradičních technik. U řady 3D technologií výroby kovových dílů, známých pod označením technologie s práškovým ložem, se pro natavování nebo spékání výchozího materiálu užívá většinou laserového paprsku. V poslední době se tu o své místo hlásí ale i elektronový paprsek, kde základem technologie Selective Electron Beam Melting (EBM) je ohřev materiálu založený na změně energie při dopadu urychlených elektronů.
Výhody a nevýhody
Ve Fraunhoferově ústavu IFAM vypracovali studii, která pro volbu mezi těmito technologiemi vzájemně porovnává výhody i nevýhody natavování laserem a elektronovým paprskem. Co je pro obě tyto technologie společné oproti konvenčním technologiím obrábění nebo tváření, je to, že nepotřebují žádné nástroje a dovolují zpracovávat i speciální, jinak těžko obrobitelné materiály.
Vzájemnou zásadní odlišností je prostředí, ve kterém k natavování prášku dochází. Laserové natavování probíhá v ochranném plynu, natavování paprskem elektronů ve vakuu.
Prášek při laserovém natavování musí být jemný (10–45 μm), při využití elektronového paprsku spíše hrubý (45–150 μm).
Laserové natavování přináší vysoké zbytkové napětí naproti jen nízkému při elektronech. Kvalita povrchu je naproti tomu lepší, i když i tak zůstává drsná, u laseru (Ra ~20 μm), u elektronového paprsku velmi drsná (Ra ~40 μm). Užší laserový paprsek dává laserovému natavování vyšší přesnost. Rychlost stavby, vztažená na materiál Ti-6Al-4V, však při laserovém paprsku dosahuje ~30 cm3/h, zatímco při elektronovém ~80 cm3/h.
Technologie natavování elektronovým paprskem probíhá při vyšší teplotě natavování a pro svou vyšší účinnost je používána k práci s náročnějším materiálem včetně superslitin (např. na bázi niklu) či k výrobě dílů ze slitin titanu, kobaltu a chromu nebo vysokopevných ocelí. K jejich využití vedou potřeby letecké techniky, např. při navrhování lopatek turbín nebo částí motoru, kde je vítána lehkost a pevnost, nicméně uplatnění najdou také v medicíně při stavbě implantátů, kde slitiny titanu vykazují příznivé biokompatibilní vlastnosti.
Drsnější, ale využitelná i pro měď
Drsnější povrch vznikající při elektronovém natavování je způsoben tím, že elektronový paprsek během tisku ohřívá i práškové lože, kde dochází ke spékání okolního prášku. Vzniklé struktury sice mohou sloužit i jako podpora a lze je snadno rozmělnit zpět na prášek, v případě složitých dutin je však složitější je odstranit. Metoda s elektronovým paprskem je tak vhodná především pro silnostěnné díly.

Vhodná je také pro díly z mědi a jejích slitin. Schopnost mědi absorbovat energii se liší od vlnové délky zdroje energie. Čistá měď absorbuje 80 % z energie elektronového paprsku oproti 2 % energie z červeného laserového paprsku [pro natavování laserem jsou už k dispozici i soupravy se zeleným paprskem – pozn. redakce]. Vakuové prostředí, v němž elektronový paprsek pracuje, minimalizuje příjem kyslíku v mědi, což umožňuje výrobu mědi s vysokou vodivostí. O tento způsob výroby dnes stoupá zájem při výrobě elektromobilů.
Technologie s elektronovým paprskem je také jedinou komerčně dostupnou technologií pro aditivní výrobu slitin, které jsou náchylné k trhlinám. Vyšší hladina uhlíku v oceli zvyšuje sklon materiálu k praskání během výroby s velkými teplotními gradienty, takže oceli s vysokým obsahem uhlíku jsou kvůli tomu nevhodné pro aditivní laserovou technologii s nízkou okolní teplotou.
Nástup do sériové produkce
Pro výše uvedené přednosti se i přes své nedostatky dostává aditivní technologie využívající elektronové natavování do sériové výroby. IFAM pro ni v první fázi našel uplatnění hned ve dvou oblastech.
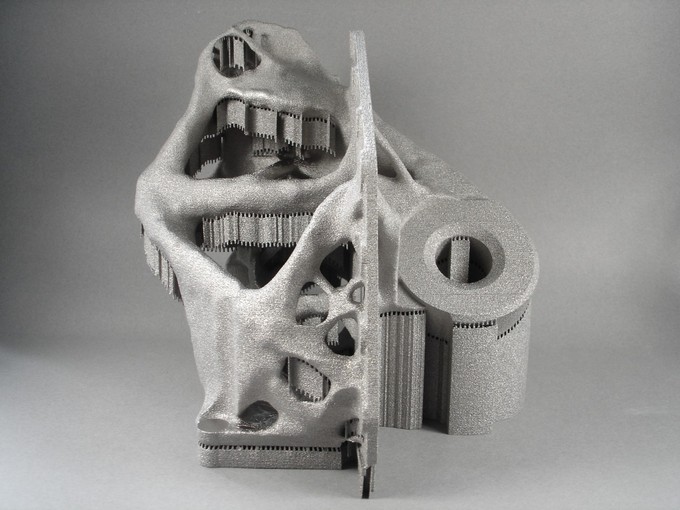
Prvním je elektronové natavování při aditivní výrobě dílu konzoly převodovky vrtulníku, dosud vyráběnou frézováním. Hmotnost dílu z Ti-6Al-4V při zachování stejné funkce klesla oproti obrábění přibližně o 40 %.
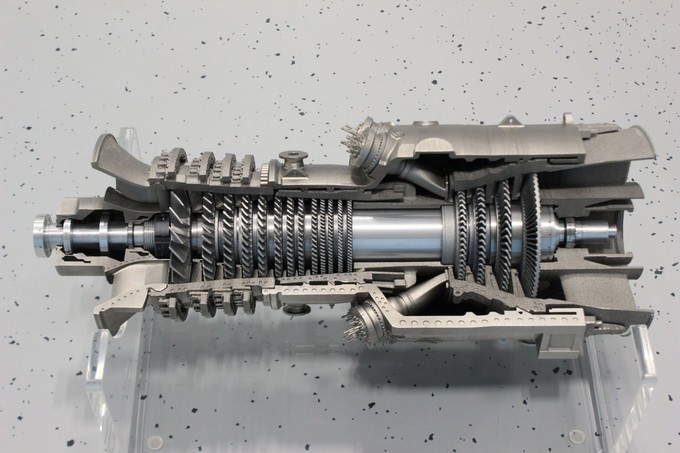
Druhým příkladem je aplikace aditivních technologií u plynové turbíny Siemens SGT6-8000 H, kde by vznikla sestava z 68 dílů z hliníku, oceli a titanu oproti téměř 3 000 původním dílům. V IFAM pro toto řešení vznikl i věrný zmenšený model turbíny 1 : 25. Součásti skříně se statorovými stupni byly vyrobeny pomocí tavení elektronovým paprskem z materiálu Ti-6Al- -4V opět na stroji Arcam Q20, turbínové stupně a součásti skříně zhotovila společnost H+E Produktentwicklung pomocí tavení laserovým paprskem.
Veřejnosti IFAM technologii před-stavil i na veletrhu Formnext ve Frankfurtu v roce 2019 v demonstrační ukázce výroby 200 měděných designově odlišných čepů o výšce 20 mm a tloušťce 6–12 mm na nerezové oceli. Konstrukční objem této ukázky 150 cm3 byl vygenerován za 18 hodin na stroji švédské společnosti Arcam typ Q20 (Arcam AB je předním dodavatelem jak technologických zařízení, tak i vhodných kovových prášků pro EBM).
Ke Vrutici 1795
289 22 Lysá nad Labem
+420 325 551 440
+420 325 551 062
+420 325 552 924
+420 602 311 796 (hotline servis)
lysa@misan.cz